MouldAir is pleased to present this selection guide to provide a convenient and informative reference tool
for diaphragm pump and piston pump selection. This guide was compiled from information provided by
material suppliers and manufacturers.
A = Excellent, B = Good, C = Fair to Poor, D = Not recommended
X or Brackets around a rating letter indicate that no data is available, but the ratings are made on the
basis of exposure test in similar chemical groups.
The chemical compatibility listings are intended as a guide only. We assume no liability for the accuracy of their use. The user should test under their own operating conditions to determine the suitability of any compound and material in a particular application.
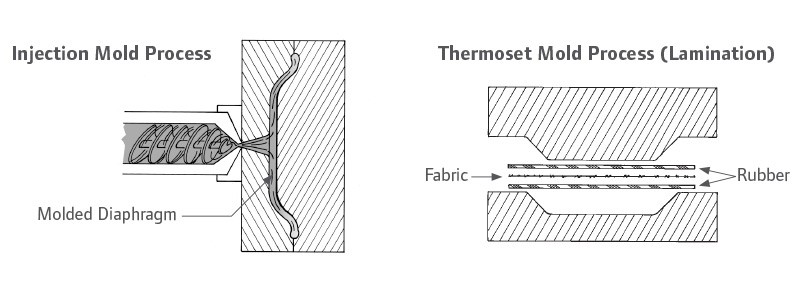
MouldAir is moving toward replacement of traditional thermoset rubber diaphragms with
thermoplastic elastomers (TPE). Examples of TPEs include Santoprene®, Nitrile (TPE) and
Hytrel®. TPEs are manufactured using a plastic injection molding process where the
resin, or diaphragm material, is melted and injected into a mold to produce the
diaphragm. The advantages of this process include.
Features
Benefits
Diaphragm is molded to optimum shape.
Excellent flex life
Homogenous part
No delamination failures
High performance resins
Chemical, abrasion and flex life
Laboratory testing has shown:
Santoprene® outperformed all rubber diaphragms except Buna in the mild abrasive fluids. The
Geolast diaphragm had equivalent life to the Buna diaphragms and was superior to the other
rubbers compounds. PTFE with the Santoprene® backer exhibited the best flex life of all
diaphragms during the test series.
Thermosets diaphragms are constructed by sandwiching (laminating) a layer of fabric reinforcement
between two sheets of unvulcanized rubber. These are placed in a mold and compressed under heat and
pressure to bond and vulcanize the rubber.
Limitations of the process include:
Inclusion of fabric limits design flexibility to achieve optimum diaphragm shape
Incomplete bonding can occur
Time/Labor intensiv
Inconsistent quality
“Wicking” of fabric
Results
: Lower flex life
: Delamination
: Expensive
: Inconsistent life
: Delamination / Leakage
Thermoplastic elastomeric (TPE) diaphragms are manufactured using an injection molding process. The
process allows the part to be molded in the shape and configuration required of the diaphragm to
provide excellent performance and life. The TPE resins used to manufacture the diaphragms exhibit
excellent dimensional and tensile characteristics eliminating the fabric reinforcement. The
following TPEs are used in MouldAir diaphragm pumps.
Thermoplastic elastomeric
Rating A = Excellent B = Good C = Fair D = Poor
Compound
Color Code
Temperature Limits**
Flex Life
Abrasion Resistance Balls (Seats)
Acid Service
Caustic Service
Solvents (Ketones/Acetates
Hydrocarbons Aromatic/Chlorinated
Petroleum/Oils
TPE
Santoprene (Backer)
Tan (Green)
-40˚ to 225˚F / -40˚ to 107˚C
A
A
A
A
B
D
D
Hytrel*
Cream
-20˚ to 180˚F / -29˚ to 82˚C
A
A
C
B
B
C
A
Urethane*
Clear
-10˚ to 150˚F / -23˚ to 52˚C
A
A
D
D
D
D
A
PTFE
White
40˚ to 225˚F / 4˚ to 107˚C
A
C
A
A
A
A
A
Rubber
Neoprene
Green
0˚ to 200˚F / -18˚ to 93˚C
B
B
C
C
D
D
B
Nitrile (TS) (BUNA-N)
Red
10˚ to 180˚F / -12˚ to 82˚C
B
B
B
C
C
C
A
Viton
Yellow
-40˚ to 350˚F / -40˚ to 177˚C
C
B
A
A
B
A
A
EPR/EPDM
Blue
-60˚ to 280˚F / -51˚ to 138˚C
B
B
B
A
B
D
D
These materials are manufactured from natural rubber and man made additives to enhance resistance to
various fluids. Diaphragms are manufactured using a compression molding process. A nylon fabric mesh
is molded in the diaphragm to add strength to the compound.
PTFE is the most chemically inert man-made compound known. New diaphragm design and material processing have significantly improved flex life, which is now equivalent to or exceeding rubber compounds. A backer diaphragm is used to provide additional support.
* Not Available in all models
**Maximum temperature limits are based on mechanical stress only.
Certain chemicals can significantly reduce the maximum safe operating temperature.
Pump models containing aluminum wetted parts cannot be used with 111.-Trichloroethylene, Methylene Chloride, or other Halogenated Hydrocarbon solvents that react and explode. Although manufacturers of those solvents typically add inhibitors to prevent a reaction, there is no assurance that they will prevent a reaction under all conditions. Special caution should be exercised when handling reclaimed or used solvents since the inhibitors are often degraded. Only Stainless Steel, Acetal, or PVDF pumps should be used for these materials. Other examples of Halogenated Hydrocarbon Solvents (H.H.C.) include, but are not limited to, the following: Trichloroethane, Methyl Chloride, Carbon Tetrachloride, and Chloroform Dichlorethylene.
Polypropylene – A general purpose low cost material having broad chemical resistance for use in a wide variety of chemical applications.
Kynar (PVDF) – A high performance fluorpolymer resin with excellent chemical resistance properties. Used for pumping aggressive chemicals at elevated temperature. Material also has excellent mechanical properties.
Groundable Acetal – An excellent material for use in solvent transfer applications. The material incorporates metallic fibers in the resin to render the material conductive to eliminate static charge build up and potential static discharge.
Rating – A = Excellent | B = Good | C = Fair | D = Poor
Thermoplastic elastomeric
Non-Metallic Wet End Materials
Temperatue Limits**
Acid Service
Caustic Service
Solvents (Ketones/Acetates)
Hydrocarbons Aromatic/Chlorinated
Polypropylene
+32˚ to 175˚F
A
A
NR
NR
PVDF
+10˚ to 200˚F
A
A
*
*
Groundable Acetal
-20˚ to 180˚F
D
D
A
A
*Check chemical compatibility guide for part specific solvent or hydrocarbon.
**Maximum temperature is based on mechanical stress only. Certain chemicals can significantly reduce maximum safe operating temperature.